Hefe-Management
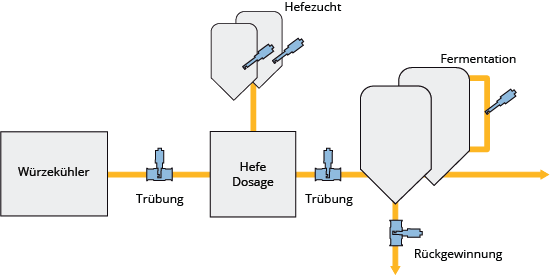
HefedosierungDie Dosierung von Hefe wird präzise und kostengünstig mittels der so genannten Differenz-NIR-Absorptionsmethode mittels zweier Sensoren ermöglicht. Der erste vorgelagerte Sensor (optek Typ AS16-VB-N) bestimmt die Grundtrübung der ankommenden Würze, unabhängig von deren Farbe. Abhängig vom Installationsort wird dieser Sensor auch parallel zur Überwachung der Trübung nach dem Whirlpool oder Würzekühler eingesetzt.
optek Produkte für das Management von Brauhefen




Der zweite, nachgelagerte Sensor (auch ein optek Typ AS16-VB-N) wird nach der Hefedosierung und vor der Belüftung installiert. Die Gesamttrübung, also Hefe und Würze wird Inline gemessen. Anschließend werden die Signale im optek Konverter C4000 verrechnet und die Hefekonzentration (Trübung) wird ausgegeben.
Die Korrelation der Inline-Hefekonzentrationsmessung erfolgt durch Abgleich mit den Ergebnissen aus der Labor-Hefezellzahl-Bestimmung direkt im Konverter C4000 und wird dort gespeichert. Verschiedene Stämme mit unterschiedlichen Verhältnissen bzgl. Absorption/Zellzahl können ebenfalls im C4000 gespeichert und bei Bedarf aktiviert werden. Bis zu 8 Produktdefinitionen stehen insgesamt für unterschiedliche Hefen bzw. Prozessfahrweisen zur Verfügung.
Korrelation von Absorption mit Millionen Zellen / mL
Die NIR-Absorption ist proportional zur Konzentration aufgrund des Lambert- Beer‘schen Gesetzes. Korrelationen zur Zellzahl sind schnell und einfach mittels reproduzierbarer Labormethoden durchführbar.

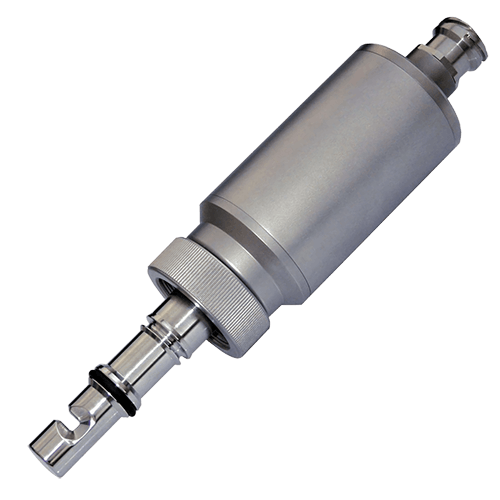
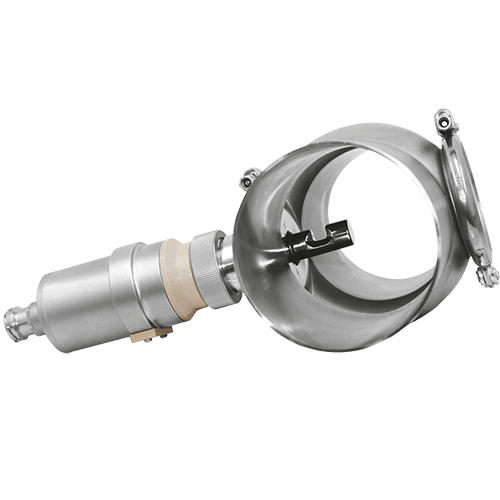
optek AS16-VB-N Einkanal-Absorptionssonde mit Kalibrieradapter

optek C4000 Photometrischer Konverter
Hefe-Fermentation
In der Fermentation werden Stabsonden vom Typ AS16-VB-N direkt im Hefetank oder über Adapter in der Rohrleitung montiert. Damit kann der gesamte Fermentationszyklus in Echtzeit überwacht und optimiert werden. Eine Entleerung der Tanks erfolgt automatisch, ohne lange Wartezeiten auf Laboranalysen. In großen ZKT’s (Zylindrokonische Tanks) addieren sich schnell 6-10 Stunden Einsparung, wobei die Kapazität deutlich erhöht wird, ohne dass ein einziger Tank hinzukommt.
Bier- / Hefe-Phasentrennung, Hefe-Rückgewinnung
Heutzutage verwenden viele Brauereien sehr große Fermenter oder Multifunktionstanks. Die Vermeidung häufiger Produktwechsel ist ein großer Vorteil solcher Behälter. Dennoch muss die abgesetzte Hefe entfernt werden.
Ein Trübungssensor wird direkt am Tankausgang oder in der Heferückführleitung installiert, um somit die Phasentrennung von Bier und Hefe zu erkennen und Produktverluste oder Produktkontamination zu vermeiden. Für die Bier- oder Hefe-Rückgewinnung wird ein Sensor Typ AS16-N eingesetzt. Für einfache Phasentrennungen stehen kostengünstigere Sensoren vom Typ AS56-N zur Verfügung.
Durch die Verwendung von Lampen mit geringerer Stromaufnahme können an einen Konverter C4000 bis zu vier Sensoren vom Typ AS56-N angeschlossen werden. Niedrigere Investitionskosten pro Messstelle sind das Ergebnis.

optek AS16-VB-N Einkanal-Absorptionssonde mit Kalibrieradapter
Nehmen Sie Kontakt auf mit optek
Für weitere Fragen oder Rückfragen stehen wir Ihnen gerne zur Verfügung.

Top 5 Applikationen in Brauereien
Besuchen Sie unsere Dokumentenseite, um eine komplette Liste der übersetzten Dokumente einzusehen.
Nehmen Sie Kontakt auf mit optek

- Germany
- +49-(0)201-63409-0
- United States
- +1-262-437-3600
- Singapore
- +65-6562-8292
- China
- +86-21-28986326